HOME > NEWS

There are many varieties of alumina oxide abrasives, among which brown alumina oxide is the most important and the most widely used. Let’s summarize the production process of brown alumina oxide.
1. Smelting of brown alumina oxide
Smelting principle: Because the affinity of carbon and oxygen is greater than that of iron, silicon, titanium and other impurities, at high temperature (the melting point of brown alumina oxide smelting is 2050 ° C) use carbon to reduce these impurities, and then use iron to reduce these impurities. Impurities form ferrosilicon alloys, which are separated from alumina oxide.
The main raw materials for the production of brown alumina oxide are bauxite, carbon materials and iron filings. Bauxite is an ore rich in aluminum. Carbon material is a reducing agent for smelting brown alumina oxide. Iron filings are called diluents or clarifiers in them. The purpose of adding iron filings is to dilute the concentration of the iron alloy, accelerate the chemical reaction in the furnace, and facilitate the reduction of impurities such as SiO2 and TiO. The second is to increase the specific gravity of the ferroalloy, so that it sinks to the bottom of the furnace and is separated from the alumina oxide melt; the third is to improve the magnetic properties of the ferroalloy, which is beneficial to the magnetic separation operation.
The factors affecting the brown alumina oxide melt are melt composition and cooling system. The melt contains impurities, and impurities will affect the melting point of brown alumina oxide and the solidification temperature of the melt, and the crystallization temperature range will affect the size of the crystal. Different impurities also have different effects on brown alumina oxide crystals. The cooling rate of the brown alumina oxide melt will affect the size and shape of the crystal. If the cooling is too fast, the crystal size will be small and the shape will be bad. Conversely, slow cooling, the crystal structure is more perfect when the crystal grows slowly.
2. Granulation of brown alumina oxide
The granulation process is to crush the obtained block crystals, sieve them into particles of a certain size, and then magnetically remove the magnetic substances. Brown alumina oxide abrasives sometimes need further processing, such as shaping, and finally make alumina oxide abrasive products that meet the requirements.
The process flow chart is as follows:
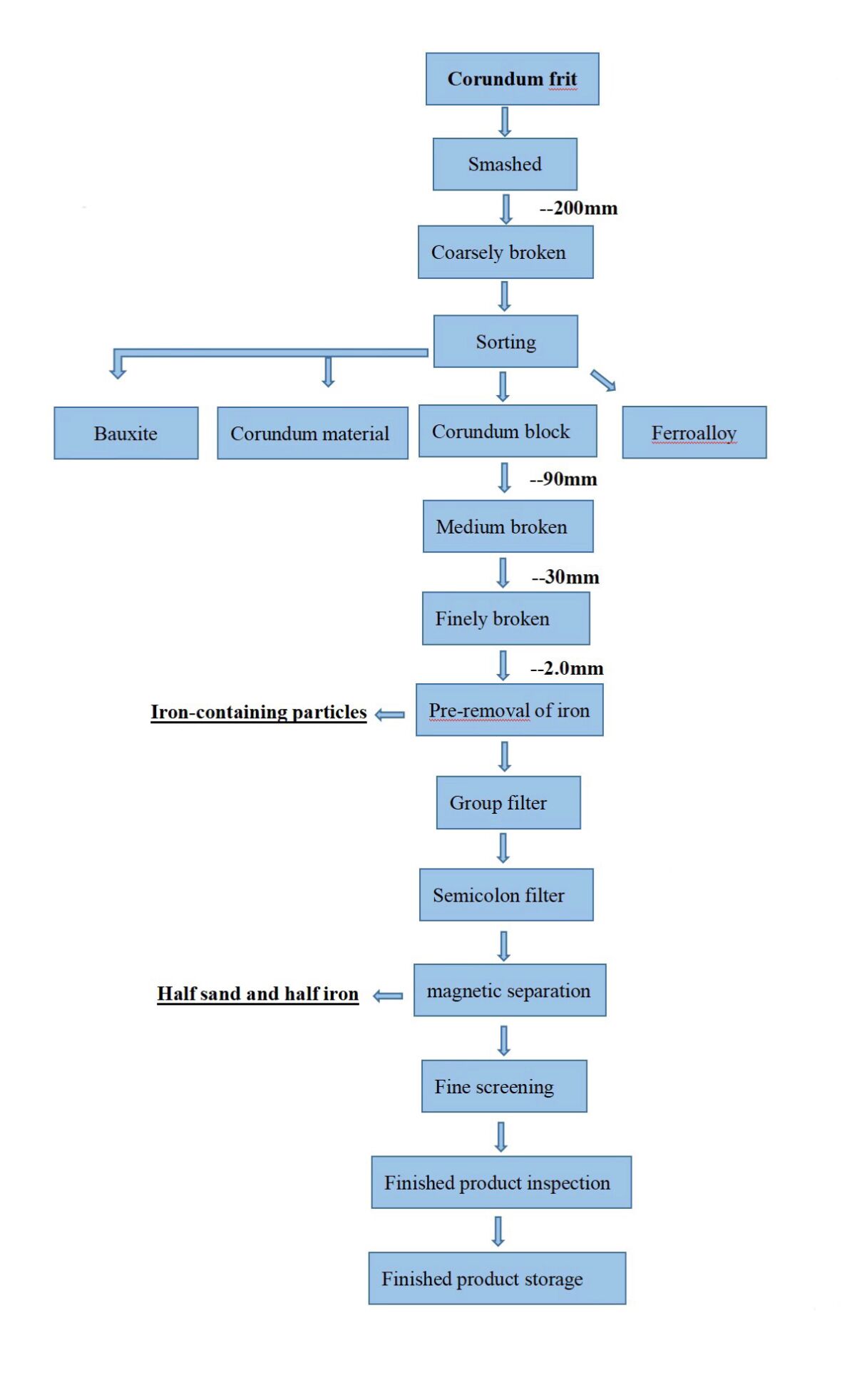 Crushing and Sorting
Crushing and Sorting
After the smelting is completed, solid brown alumina oxide frit is formed after sufficient cooling and crystallization. First, the frit is broken into large pieces of 200-1000mm by crushing. Then crush the large pieces to 20-250mm with a jaw crusher. The brown alumina oxide produced after smelting is not all first-class brown alumina oxide, and needs manual sorting after coarse crushing.Take a stationary furnace as an example,After cooling crystallization, we will pick and choose the BFA block. In the middle of the furnace, it is first grade BFA, its Al2O3content is 95%. At the top of the furnace, it is second-grade BFA, its Al2O3 content is between 90% and 92%. At the two sides of the furnace, it is third-grade BFA, its Al2O3 content is 80%-85%. At the bottom of the furnace, it’s ferrosilicon.
After sorting, it is then medium broken and crushed. In the pulverization process, a roller mill or a ball mill, or a shaping Bamako mill is used. The use of different mills will affect the shape of the brown alumina oxide size. The particles produced by the roller mill are relatively sharp, the bulk density is small, and the self-sharpening is better. The produced abrasives have a faster cutting speed and use more coated abrasives. Particles produced by ball mills and Bamako mills are more polygonal, rounder, and larger in and larger in bulk density, also known as shaping. Because some applications require the shape of the abrasive particles to be equal-area, such as the manufacture of consolidated mills. The bulk density of the abrasive is required to be larger, and the vibration density of the abrasive is required to be as high as 2.19g/cm²for the manufacture of silicon carbide refractory, so it is necessary to carry out particle shaping for these special-purpose abrasives. In recent years, the alumina oxide abrasives exported are also required to be reshaped.
Sieving and Magnetic Separation
Sieving is a process in which abrasives are pulverized and divided into required particle size levels through a screen. Internationally used particle size distribution standards include FEPA, JIS, ANSI, GB, etc. There are many factors that affect the sieving efficiency, such as the humidity of the material, the thickness of the material layer, the shape of the particles, and the content of difficult-to-screen particles. Sieving can be divided into auxiliary sieving, preliminary sieving and finished sieving. Auxiliary sieving is also known as control sieving. In order to improve the productivity of the crusher during the crushing process and reduce excessive crushing, auxiliary sieving is commonly used to screen out the materials that have reached the specified particle size, and return the large particles that do not pass through the screen holes to the crusher. Crushed again. Preliminary sieving is also called group sieving. The sieving method of first grouping and then grading is widely used. Divide the mixed particles with a large range into several sections or groups, and the materials of each particle size group are respectively sent to each sieve machine for finished product sieving, and then the abrasive of each particle size number can be obtained.
 Iron remains during smelting, and iron is also introduced by equipment wear, resulting in the generation of magnetic substances in abrasive grains. These magnetic substances can reduce the grinding performance of the abrasive and affect the appearance of the product. The magnetic susceptibility of magnetic materials is larger than that of corundum or silicon carbide, and they can be separated by magnetic separation. The iron particles incorporated in equipment wear are relatively fine and separate as monomers, so it is not difficult to magnetic separation.
Iron remains during smelting, and iron is also introduced by equipment wear, resulting in the generation of magnetic substances in abrasive grains. These magnetic substances can reduce the grinding performance of the abrasive and affect the appearance of the product. The magnetic susceptibility of magnetic materials is larger than that of corundum or silicon carbide, and they can be separated by magnetic separation. The iron particles incorporated in equipment wear are relatively fine and separate as monomers, so it is not difficult to magnetic separation.
According to the degree of dryness and wetness of abrasives, magnetic separation can be divided into wet magnetic separation and dry magnetic separation. Wet magnetic separation is often used for processing micropowder abrasives. And the abrasives for processing F14-F220 mostly use dry magnetic separation. According to the magnetic field strength, magnetic separation can be divided into weak magnetic field magnetic separation (800-1600 oersted) and strong magnetic field magnetic separation (> 1600 oersted). The magnetic susceptibility of the magnetic material in the brown corundum abrasive is relatively large, and a weak magnetic field magnetic separation can be used, or a low-intensity magnetic separator can be used for pre-magnetic separation, and then a high-intensity magnetic separator can be used for magnetic separation.
From the production process of brown alumina oxide, it can be analyzed that smelting, crushing, sieving, magnetic separation and other processes will consume a lot of electric energy, so in addition to raw materials, electric energy also affects the price of brown alumina oxide to a large extent.